Дуговая сварка покрытым электродом, считается старейшим и наиболее универсальным методом. Как следует из названия, в нем используется электрод с покрытием. Электрическая дуга возникает между ее концом и деталью. Узнать подробнее о том, где есть аргонная сварка по низкой цене можно здесь.
Сварка покрытым электродом - универсальный метод, в т.ч. из-за места и положения сварки. Он используется в основном в судостроении, при проведении монтажных работ на строительных площадках и в обрабатывающей промышленности. Этот метод позволяет производить сварку в труднодоступных местах и полевых условиях (при этом погодные условия, в том числе дождь или ветер, значения не имеют). Дуговая сварка - это метод, который также используется в небольших ремонтных мастерских и во время занятий хобби.
Как выглядит сварка стержневыми электродами?
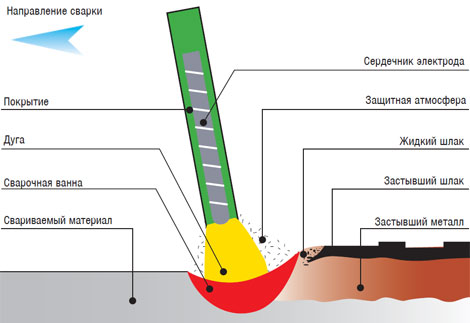
Как уже было сказано, для этого нужен покрытый электрод, сделанный из металлического сердечника, покрытого сжатой оболочкой. В этом случае зажигание дуги - контактного типа. Это означает, что это происходит, когда кончик электрода касается свариваемого материала. Во время сварки электрод плавится, и капли переносятся через дугу в сварочную ванну. После остывания образуется стык. По сравнению с методами MIG/MAG и TIG электрод, используемый в дуговой сварке. Чтобы поддерживать постоянное расстояние между ним и сварочной ванной, сварщик должен все время постепенно перемещать электрододержатель по направлению к заготовке.
Покрытие сварочных электродов под действием тепла выделяет газы, защищающие расплавленный металл от воздействия атмосферы. Затем он плавится и затвердевает, при этом покрывая место соединения слоем шлака. После остывания удалите его механически и очистите стык стальной щеткой. Расстояние линии шлака от сварочной ванны можно регулировать сварочным током и углом наклона электрода.
Преимущества и недостатки метода дуговой сварки
Одним из преимуществ метода дуговой сварки является то, что он позволяет сваривать не только нелегированные и легированные стали, но также чугун, никель, а также медь и ее сплавы. Полученный сварной шов отличается высоким качеством и хорошими механическими свойствами (хотя многое также зависит от квалификации сварщика). Методом дуговой сварки можно без проблем сваривать очень тонкие элементы, даже 1,5 мм, и гораздо более толстые. Сварку можно выполнять в любом положении и во многих разных местах - на высоте, под водой и на открытом воздухе (при условии, что порывы ветра не слишком сильные). Сварочные аппараты просты в использовании и часто адаптированы для сварки другими методами.
Процессы ручной дуговой сварки: особенности
Наиболее распространенный вид сваривания на сегодняшний день – это ручная дуговая сварка. Являясь одним из самых старых видов, ручное сваривание по популярности не уступает современным автоматизированным и механизированным способам сварки. Процессы ручной дуговой сварки идеально подходят для большинства работ благодаря тому, что позволяют получить соединение высокого качества.
Рассказывая про процессы ручной дуговой сварки, остановимся на процессе поджигания дуги, способах сваривания, видах швах и прочих особенностях сваривания электродугой.
Дуговое сваривание ручным способом: зажигание дуги.
Сварочная дуга – это довольно мощный устойчивый разряд электрического тока, который образуется в ионизированной среде, состоящей из газов и паров металла. Процесс поджигания дуги связан с тем, что промежуток, в котором образуется дуга, становится ионизированным.
Дуга способствует нагреванию и расплавлению как металлоизделия, которое сваривается, так и электрода. Процесс сваривания при расплавлении металла подразумевает образование сварочной ванны. В ней осуществляется смешивание металла, который был наплавлен с изделия, и металла с электрода. Заметим, что размер такой ванны напрямую связан с положением шва, скоростью сваривания, видом соединения элементов и пр. Шлак, который неизбежно присутствует в электродах и в самом металле, во время плавления и смешивания поднимается на поверхность и при застывании покрывает сварной шов.
Возбуждение электродуги возникает после того, как конец электрода прикоснется к изделию, которое подлежит сварке. Этот процесс сопровождается коротким замыканием, из-за чего происходит зажигание дуги. При этом электрод довольно быстро нагревается и начинает плавиться.
Когда электрод отводится от металлоизделия, промежуток между ними ионизируется, появляется сварочная дуга. Опытные сварщики знают: для возникновения стабильной электродуги электрод убирают от металлоизделия на расстояние, не превышающее 4-5 мм. Если промежуток будет слишком большим, дуга не возбудится.
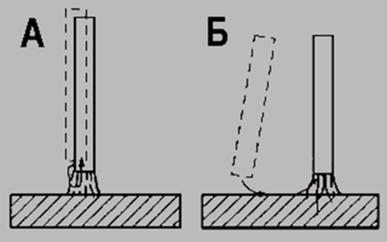
Зажигание дуги может производиться двумя способами:
- Электрод прямо отрывают от металлоизделия, подлежащего сварке.
- Сварка происходит благодаря скольжению электрода по металлоизделию.
Чтобы обеспечить необходимое качество шва и достаточное проплавление металла, сварщик очень внимательно следит за длиной дуги, которая может быть короткой или длинной. Но главное, дуга в процессе сваривания должна быть стабильной, а это зависит от правильной скорости перемещения электрода и поддержании необходимой длины дуги.
Как следует перемещать электрод в процессе сварки?
В процессе сваривания электрод может перемещаться в трех направлениях:
- Продвижение, совпадающее с осью электрода. Так длина дуги остается постоянной. При этом электрод необходимо перемещать со скоростью, которая бы не превышала скорость его плавления. Конечно, это значение напрямую зависит от условий сваривания, оно не должно быть меньшим или большим 0,5–1,2dэл. Качество сварки может снизиться из-за слишком маленького значения, слишком большое может спровоцировать большое количество брызг металла, появление непроваров, уменьшение качества сварного соединения.
- Передвижение электрода вдоль оси валика для создания шва. Это движение осуществляется со скоростью, которая связана с силой тока, диаметром выбранного электрода и скоростью плавления, видом шва и пр. Если не совершать поперечных движений электродом, то шов выйдет довольно узким, его ширина будет равна приблизительно 1,5 диаметра самого электрода. Такие соединения необходимы при сваривании листов металла небольшой толщины для создания первого слоя, если планируется, что шов будет многослойным.
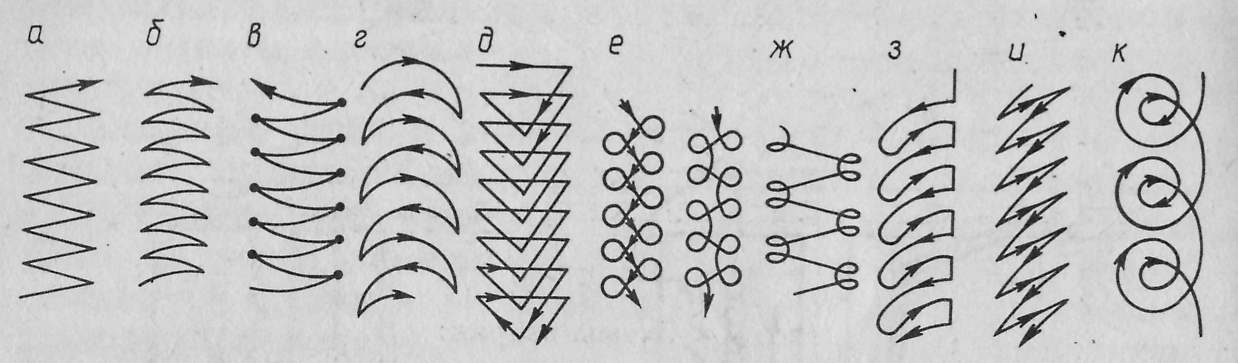
- Электрод может двигаться поперек шва, чтобы получились необходимая ширина и глубина проплавления. Такими поперечными движениями пользуются только опытные специалисты по свариванию, если это позволяют расположение шва, его размеры, свойства металла, форма кромок и другие параметры. При таких поступательных колебательных движениях можно получить довольно широкие швы –1,5–5 значений диаметра электрода.
Ручное сваривание в разных положениях: техника.
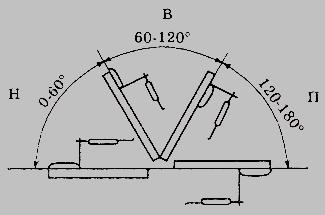
Техника дугового сваривания ручным способом зависит, в первую очередь, от положения шва в пространстве. Специалисты выделяют три таких положения:
- нижнее (до 60 градусов );
- вертикальное (от 60 до 120 градусов);
- потолочное (от 120 до 180 градусов).
Ручная дуговая сварка в нижнем положении.
Каждое положение при сваривании связано с определенными трудностями. Так, например, сваривание в нижнем положении связано с риском получить прожоги.
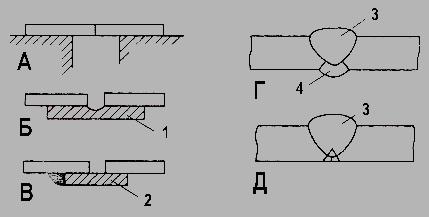
На рисунке можно увидеть разные варианты выполнения швов в таком положении. Сложнее всего даются односторонние швы, выполняемые на весу. В таких случаях нередки непровары или, наоборот, прожиги. Чтобы этих неприятных явлений можно было избежать, опытные специалисты используют несколько методов сварки. Среди них:
- Сваривание осуществляется на специальной подкладке из меди;
- Использование в процессе сваривания подкладки из стали;
- Наложение специального подварочного шва;
- Вырубка образовавшегося непровара и заваривание корня шва.
Ручное дуговое сваривание в вертикальном положении.
Одной из главных проблем, возникающей при вертикальном сваривании, является истекающий расплавленный металл, который в значительной степени влияет на качество шва, глубину проплавления. При сваривании в вертикальном положении швы должны делаться при движении руки вверх. Этот прием позволяет делать швы с необходимым проваром и поддержать расплавленный металл на кромках.
Сложнее всего даже специалистам даются швы, расположенные горизонтально, на вертикальной плоскости. В этом случает металл, который плавится в процессе сварки, попадает на нижнюю деталь.
Ручная дуговая сварка: потолочное положение.
Наверное, самым сложным приемом сваривания изделий является сваривание в потолочном положении. Здесь очень важно следить за силой поверхностного натяжения, которая необходима для того, чтобы сдерживать металл в ванной. Важно, чтобы данная сила была больше, чем вес расплавленного металла. Добиться этого можно, если уменьшить сварочную ванну, а также, если в процессе сваривания давать металлу возможность слегка закристаллизоваться (то есть немного подостыть). Кроме того, при таком сваривании используют электроды с небольшим диаметром, меньшую силу тока и пр.
